IZ-article
- Информационный сайт по Ижевску, Удмуртской Республике.Конструктивные особенности станка ИЖ-Т-400 (1623)
Коробка скоростей. При обточке многих деталей при ходится работать на различных скоростях резания, и в результате затрачивается значительное количество вспомогательного времени на переключение чисел оборотов шпинделя. Поэтому при конструировании коробки скоростей внимание было обращено на то, чтобы обеспечить четкое взаимодействие фрикционной муфты и тормоза.
Дисковая фрикционная муфта получает вращение от электродвигателя через приемный шкив 5 (рис. 3).
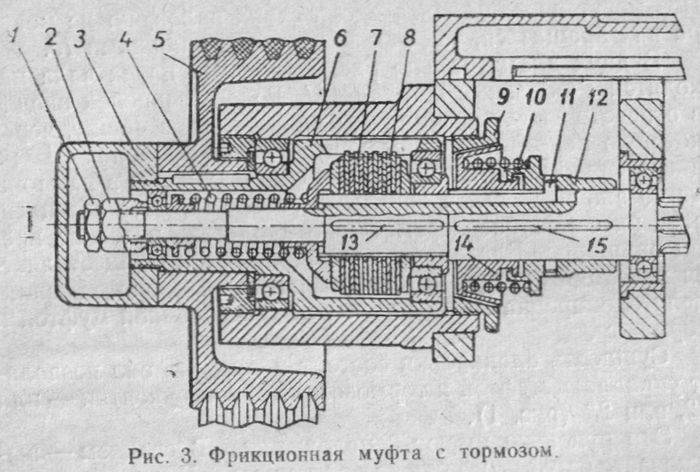
Приемный шкив закреплен на хвостовой части стакана 6 муфты, смонтированного на двух шарикоподшипниках. Стакан имеет на широкой части 3 продольных паза, расположенных под углом 120°.
В пазы входят выступы ведущих дисков 7 муфты. Каждый ведущий диск заключен между ведомыми дисками 8, которые могут передвигаться по валу I, но удерживаются от поворота на нем двумя диаметрально расположенными шпонками 13. Сцепление между ведущими и ведомыми дисками создается за счет давления пружины 4. (Сжимающее усилие пружины можно отрегулировать гайкой 2 и контргайкой 1, предварительно сняв колпак 3.)
Таким образом, вращение от шкива передается стакану муфты, ее дискам, а от них, благодаря наличию шпонок 13, валу I.
Вследствие того, что шкив насажен на стакан, который поддерживается корпусом фрикциона, вал оказывается разгруженным от изгибающих усилий ременной передачи и передает лишь ее крутящий момент.
Взаимодействие фрикционной муфты и тормоза происходит следующим образом.
На средней части вала I установлена на скользящей посадке втулка 12, сцепленная с тормозом 14. Между втулкой и тормозом находится пружина 10. Втулка и тормоз могут передвигаться вдоль своих валов, но не могут на них вращаться, так как закреплены шпонками 15.
В двух диаметрально расположенных пазах вала находятся Г-образные шпонки 11. Головки шпонок входят в отверстия втулки, а концы упираются в чашку, через которую передается сжимающее усилие пружины 4 на диски фрикционной муфты. Шпонки посажены в пазы вала со значительными боковыми зазорами, что обеспечивает их свободное перемещение вдоль его пазов во время вращения. Благодаря этим шпонкам и осуществляется необходимая при переключении чисел оборотов шпинделя блокировка между дисковой фрикционной муфтой и тормозом.
Сущность блокировки состоит в том, что она позволяет управлять муфтой и тормозом от одной рукоятки — или 12, или 23 (рис. 1).
Эти рукоятки имеют 3 положения. В среднем — выключается муфта и включается тормоз. Шпиндель останавливается. В нижнем и верхнем положении рукояток муфта включается, а тормоз выключается, но в первом случае шпиндель вращается в направлении рабочего хода станка, а во втором — в обратную сторону. Это происходит в результате переключения электроконтактов, расположенных на правом конце валика управления, где закреплены указанные рукоятки.
Поворот любой из рукояток вызывает поворот вилки, которая охватывает втулку 12 и, нажимая на ее буртик, перемещает втулку влево. Одновременно начинают перемещаться и Г-образные шпонки, концы которых, упираясь в дно чашки, отжимают ее влево вместе с пружиной 4. При этом диски фрикционной муфты освобождаются из-под давления пружины; сцепление между ними прекращается, то есть муфта выключается.
При дальнейшем ходе втулки влево тормоз 14 начинает давить на тормозное кольцо 9, причем интенсивность торможения возрастает по мере перемещения втулки.
Регулировка тормоза производится путем ввинчивания или вывинчивания тормозного кольца, которое закрепляется стопорным винтом, ввинчиваемым в прилив корпуса коробки скоростей.
Тормоз следует отрегулировать так, чтобы уже в начале поворота рукоятки из крайних положений в среднее происходило выключение фрикционной муфты. По мере дальнейшего поворота рукояток должен выключаться электродвигатель с одновременным включением тормоза. И, наконец, в последний момент поворота рукояток должно осуществиться интенсивное торможение всех вращающихся элементов коробки скоростей.
Таким образом обеспечивается выключение и быстрая остановка вращения шпинделя.
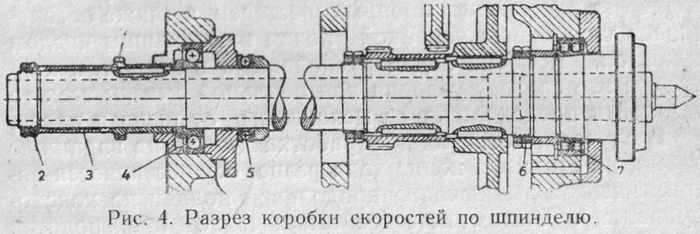
Шпиндель коробки скоростей (рис. 4), как и остальные ее валы, установлен на подшипниках качения. Достаточная жесткость шпинделя обеспечена главным образом за счет некоторого увеличения его диаметра.
Передний конец шпинделя — фланцевый, и все его размеры соответствуют ГОСТ 2570-44. Установлен передний конец на двухрядном радиальном роликоподшипнике 7 (серия 3182120, ГОСТ 7634-55, класс точности А). Подшипник имеет внутреннее кольцо с коническим отверстием конусностью 1 : 12. Это позволяет регулировать радиальный зазор на переднем конце шпинделя.
Регулировка производится двумя гайками 6. При завинчивании гаек внутреннее кольцо подшипника посредством промежуточной втулки натягивается на коническую шейку шпинделя, и диаметр кольца расширяется. В результате происходит устранение зазора между роликами и кольцами подшипника.
Задний конец шпинделя установлен на шариковом радиально-упорном подшипнике 4 (серия 46216, ГОСТ 831-54, класс точности В). Посредством этого подшипнника регулируется осевое перемещение шпинделя.
Регулировка осуществляется двумя гайками 2. Перемещение гаек передается через .втулку 3, шестерню 1 и промежуточное кольцо внутреннему кольцу радиально-упорного подшипника, и таким образом выбирается зазор между его шариками и кольцами.

Коробка подач. Из описания кинематической схемы можно было убедиться, что конструкция коробки подач предусматривает настройку станка на все виды резьб и подач без применения сменных шестерен, а также обеспечивает управление коробкой подач наименьшим числом рукояток. Коробка подач расположена в закрытом корпусе, и это создает условия для обильной смазки всех ее деталей и предохраняет ее механизмы от пыли и влаги.
В случаях, когда идет обработка детали на заданную длину, на станке, в конце хода резца, осуществляется автоматическое выключение продольной подачи по ходовому валику. Автоматическое выключение производится благодаря взаимодействию ходового валика XV и кулачковой муфты 1—2 (рис. 5), соединяющей ходовой валик с коробкой подач (на рис. 2 муфта обозначена цифрами 64—65).
Настройка коробки подач на нужные шаги резьб и подачи производится следующим образом.
Правый барабан коробки подач поворачивают так, чтобы надпись, обозначающая требуемый вид работы, оказалась в верхнем положении. Поворот производится рукояткой 22 (рис. 1), которую надо предварительно оттянуть на себя. Это положение барабана должно быть обязательно зафиксировано установкой рукоятки в соответствующее фиксаторное гнездо. Таким образом производится переключение с подачи на резьбы и обратно или с одного вида резьбы на другой.
Затем на круговой таблице подач и резьб, расположенной на цилиндрической поверхности барабана против соответствующего сектора, отыскивается нужная величина подачи или шага резьбы.
После этого барабан поворачивается так, чтобы найденная величина оказалась в прорези указателя, установленного над барабаном. При этом в прорези указателя появляются 2 колонки цифр. Левая из них означает величины, получаемые без звена увеличения шага, а правая - величины, получаемые при помощи звена увеличения шага резьбы. Так производится переключение механизма умножения.
По обеим сторонам прорези указателя 1нанесены цифры от 1 до 8. Ими пронумерованы строки, имеющиеся на круговой таблице барабана. Каждая строка соответствует определенному положению механизма настройки, который управляется рукоятками 20 и 21 (рис.1). Следовательно, рукоятки имеют также 8 положений, обозначенных соответствующими цифрами на барабанах обеих рукояток.
Переключение механизма настройки коробки подач производится поворотом рукоятки 21 влево до отказа, а затем — поворотом рукоятки 20 в такое положение, чтобы цифра ее барабана, соответствующая номеру строки круговой таблицы, на которой найдена настраиваемая величина, оказалась в верхнем зафиксированном положении. После этого рукоятка 21 поворачивается в обратную сторону — вправо, до того момента, когда верхняя цифра ее барабана совпадет с такой же цифрой барабана рукоятки 20.
Прямое включение ходового винта происходит при установке механизма переключения на положение «метрические резьбы» и механизма умножения - в крайнее левое положение (при любом положении механизма настройки).
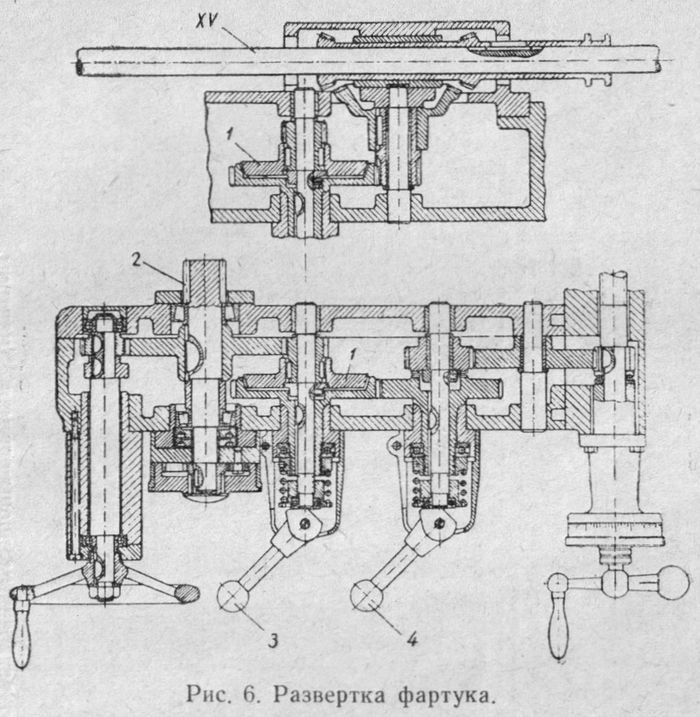
Фартук. Передача вращения от ходового валика XV через механизм фартука к реечной шестерне 2 совершенно ясна из рис. 6.
Преимущество фартука данного станка состоит в том, что он имеет легкое, быстрое и удобное включение как продольных, так и поперечных подач, которые производятся двумя рычажными рукоятками 3 и 4 (на рис. I соответственно 27 и 28).
В цепи продольной подачи фартука имеется конусная фрикционная муфта 1, которая, давая проскальзывание при перегрузке, предохраняет механизм фартука от поломок.
К недостатку фартука следует отнести то, что он не имеет устройства для автоматического выключения подач при работе с неподвижным упором.
Задняя бабка. Одним из необходимых условий для скоростного и силового резания является повышенная жесткость задней бабки. Конструкция задней бабки станка полностью отвечает этому требованию.
Задняя бабка имеет 2 пиноли, одну обычную — с неподвижным центром, другую — со встроенным вращающимся центром. Обе пиноли легко вынимаются и вставляются в отверстие корпуса бабки.
Пиноль с неподвижным центром обладает повышенной жесткостью и предназначена для операций, связанных со снятием стружки большого сечения, в частности при силовых режимах резания и обдирочных работах. В этом случае число оборотов шпинделя относительно невелико.
При скоростных режимах резания используется встроенный вращающийся центр, так как в этих условиях неподвижный центр сильно нагревается и быстро выходит из строя, а применение вставных вращающихся центров не обеспечивает получения необходимой жесткости задней бабки.
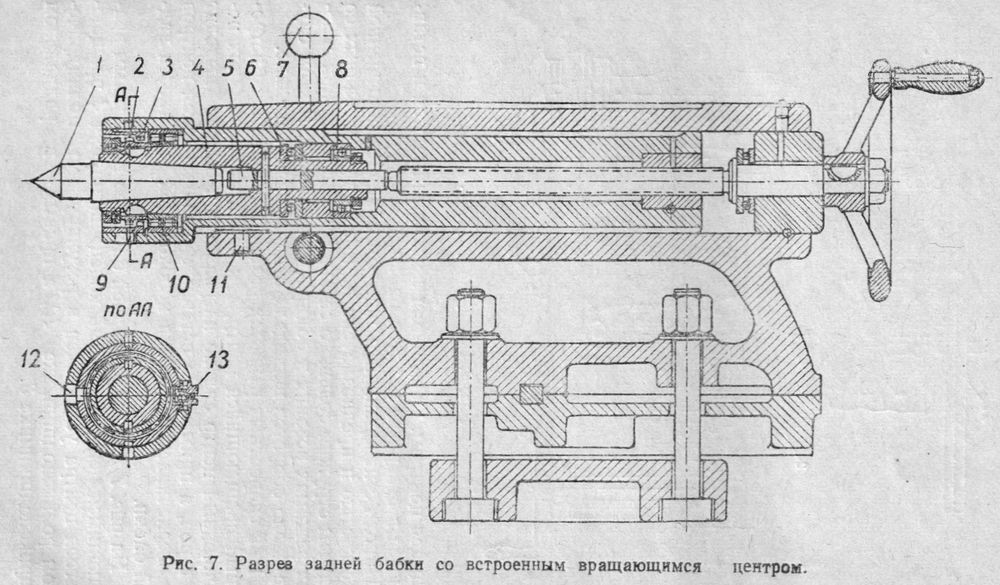
На рис. 7 дан разрез задней бабки со встроенным вращающимся центром. Левый конец шпинделя 4 вращающегося центра установлен в регулируемом цилиндрическом роликоподшипнике 10, а правый — в радиальном шарикоподшипнике 8.
Регулировка радиального зазора в роликоподшипнике производится при помощи двух гаек, навернутых на левый резьбовой конец шпинделя. При завертывании гаек внутреннее кольцо подшипника, распираясь на конусной шейке шпинделя, расширяется, и зазор между роликами и кольцами устраняется.
Осевые усилия со стороны шпинделя воспринимаются упорным шарикоподшипником 6.
С левого конца в конусное отверстие шпинделя вставляется центр 1, а с правого — в цилиндрическое отверстие вставлен стержень 5, посредством которого производится выталкивание центра из шпинделя.
В конструкции встроенного вращающегося центра заложена возможность использования его и без вращения.
Для этого на передний конец шпинделя при помощи шпонок насажен зубчатый венец 2, а в расточку пиноли на шпонки 12 вставлен зубчатый стопорный венец 3 с внутренними зубьями. Стопорный венец, имея возможность перемещаться в расточке пиноли в осевом направлении, может сцепляться и расцепляться с венцом 2. Осевые перемещения стопорного венца ограничиваются винтом 9.
Когда оба венца расцеплены, шпиндель получает возможность вращаться. В противном случае центр работает как неподвижный. Перемещение и фиксация стопорного венца производятся фиксатором 13. Пиноль удерживается от вращения в корпусе задней бабки Т-образной шпонкой 11. Закрепление пиноли производится двухкулачковым тангенциальным зажимом, действующим от рукоятки 7.
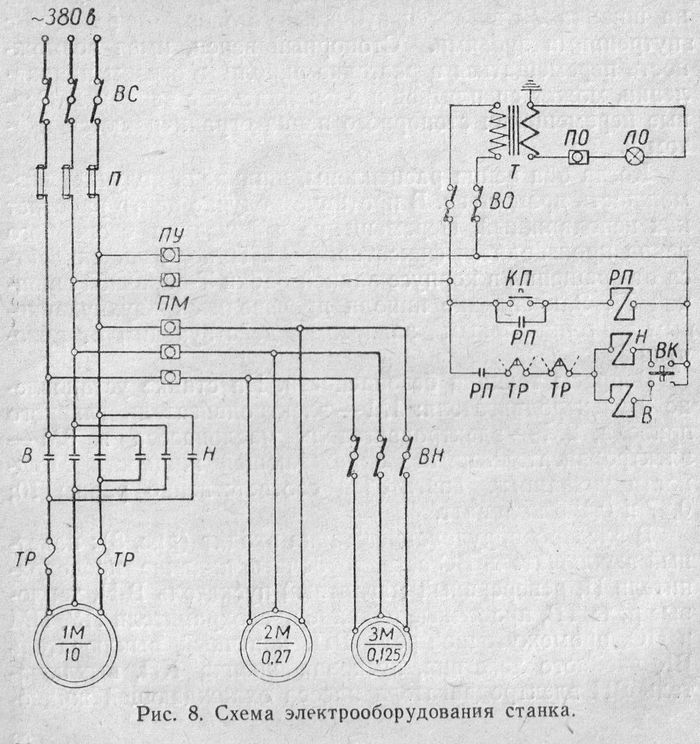
Вопросы техники безопасности. На станке установлено 3 электродвигателя: 1М — электродвигатель главного привада, 2М — электродвигатель маслонасоса и ЗМ — электродвигатель насоса охлаждающей жидкости. Мощности указанных двигателей соответственно равны 10; 0,27 и 0,125 киловатт.
В электрооборудование станка входят (рис. 8): пакетный выключатель ВС сети, трубочные плавкие предохранители П, реверсивный магнитный пускатель В-Н, тепловые реле ТР, пробочные плавкие предохранители ПУ, ПМ и ПО, промежуточное реле РП, конечный выключатель ВК двойного действия, пусковая кнопка КП, выключатель ВН электродвигателя насоса охлаждающей жидкости, выключатель ВО местного освещения, понижающий трансформатор Т и лампочка ЛО местного освещения.
Благодаря установке промежуточного реле на станке может быть осуществлена так называемая нулевая защита.
Сущность ее состоит в том, что при внезапном выключении и включении тока во время работы станка электродвигатель не начнет вращаться до тех пор, пока не будет снова нажата пусковая кнопка. Если же включать электродвигатель простым рубильником, то нулевая защита не может быть осуществлена, и при внезапном включении тока в сети при включенном рубильнике электродвигатель начнет вращаться автоматически. Таким образом, нулевая защита имеет большое значение с точки зрения техники безопасности и предотвращения аварий.
На станке имеется также тепловая защита. Ее цель - предотвратить длительную перегрузку главного электродвигателя.
Тепловая защита осуществлена посредством двух тепловых реле. Нагревательные элементы реле включены в питательные фазы электродвигателя. При относительно длительной перегрузке электродвигателя эти элементы нагреваются, и под действием выделяемого тепла нормально замкнутые контакты реле размыкаются, прерывая ток, питающий катушку магнитного пускателя. Магнитный пускатель выключается и автоматически выключает электродвигатель.
Пустить электродвигатель вновь можно лишь минут через 5, чтобы достаточно охладились нагревательные элементы реле. При этом следует предварительно нажать кнопки возврата, имеющиеся на каждом магнитном пускателе.
Чтобы избежать несчастных случаев при замыкании токоведущих частей электрооборудования на металлическую массу станка, необходимо при монтаже обязательно произвести заземление станка.
См. также: Общая характеристика станка ИЖ-Т-400 (1623)
Основные характеристики токарных станков ИЖ.
.
Долгий мост - первый мост через ИЖ. Нижний Узенький ныне Интернациональный переулок.
Это самый первый мост в Ижевске, возведенный в черте города-завода, соединил Заречную часть с Нагорной. От моста обычно двигались революционные манифестации металлургов. На нем же был убит Апполон Cосулин - и соратник, и противник Ивана Пастухова.
Подробнее
2 - Card title
Some quick example text to build on the card title and make up the bulk of the card's content.
Go somewhere